Cmk 针对对象是-设备对产品质量的能力指数
- - Cmk 是德国汽车行业常采用的参数,称为临界机器能力指数, 是衡量设备运行稳定性的一个指标。
① CMK仅考虑设备本身对产品结果的影响,因此,在采样时对除设备因素外的其他因素要严加控制;
② CMK考虑的是短期离散,因此取样必须是短时间内取样;
③ CMK同时考虑样本分布的平均值与规范中心值的偏移;
● CMK使用时机
1、新机器验收时
2、机器大修后
3、新产品试制时
4、产品不合格追查原因时
5、在机械厂应和模具结合在一起考虑
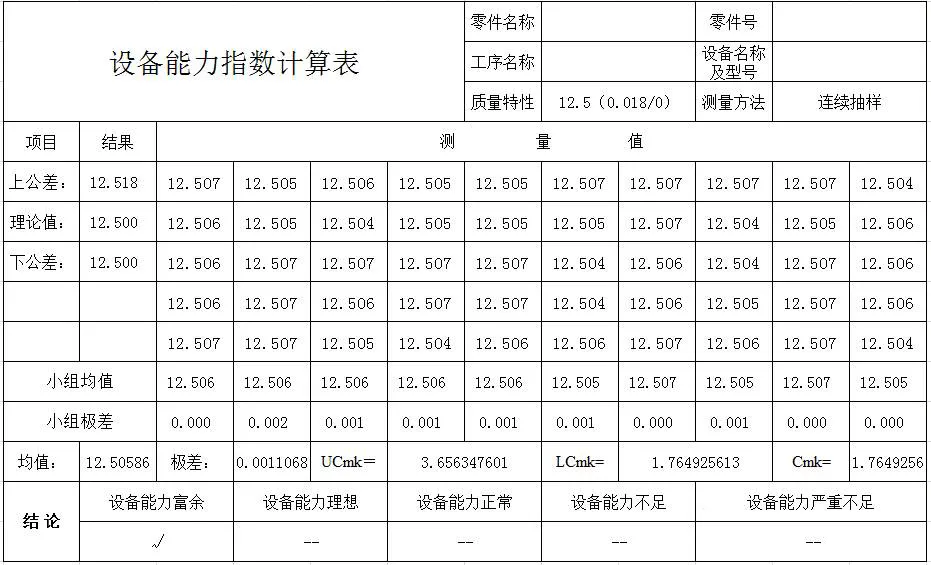
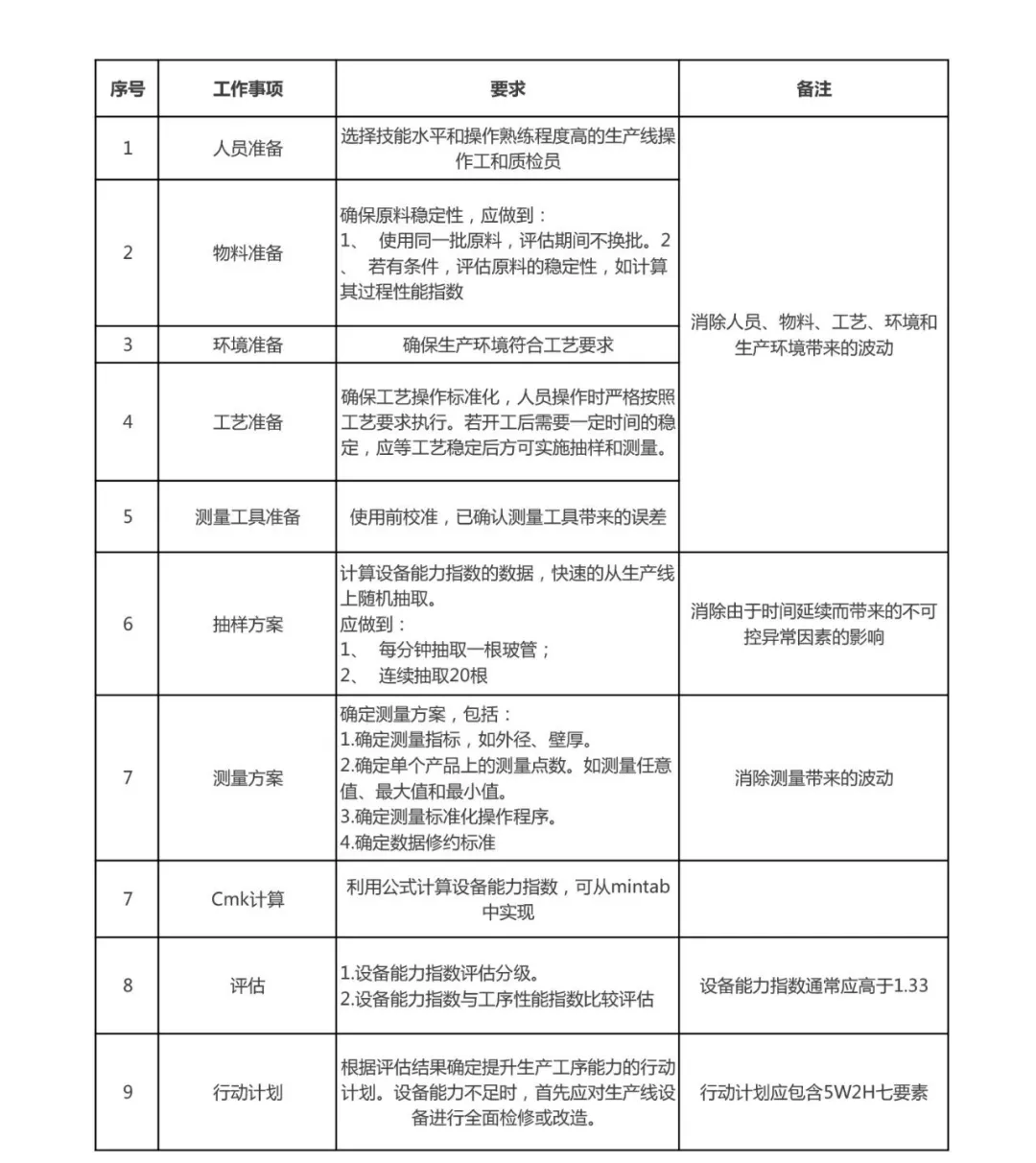
Cmk 使用流程
Cpk 针对对象是-生产系统对产品质量的能力指数
- - CPK是指过程能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的稳定过程的实际加工能力。
① CPK 是指操作者、设备、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程能力指数。
② CPK计算经常与控制图Xbar-R图一起使用(判断是否是稳定状态,确定授控后,才计算CPK)
③ 分组抽样,长时间取样
④ 考虑中心有偏移

公式解释
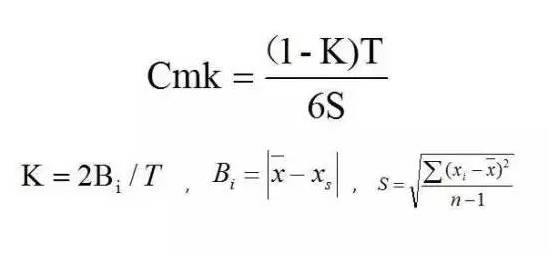
● S:取样数据的标准差,用STDEV公式直接计算
● T:公差范围,即上、下极限值之差
● K: 为修正系数或偏离系数
● Bi:平均值Xbar 和测量的理论中间值之差
● Bi=[ Xbar - 图纸中间值 -(上偏差+下偏差)/2]
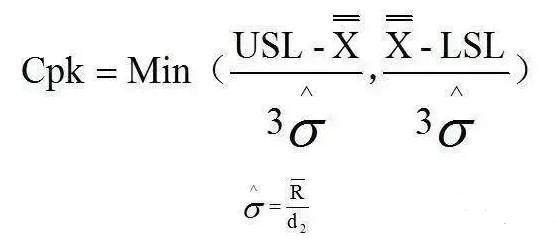
● USL:图纸上限尺寸,(中间值+上公差)
● LSL: 图纸下限尺寸,(中间值+下公差)
● Xbarbar:每组抽样数据的平均数,然后再平均数 (其实就是所有抽样数据的平均数)
● Rbar:每组抽样数据的极差的平均数
● d2:跟据抽样数据的多少而对应的修正系数,有表可查
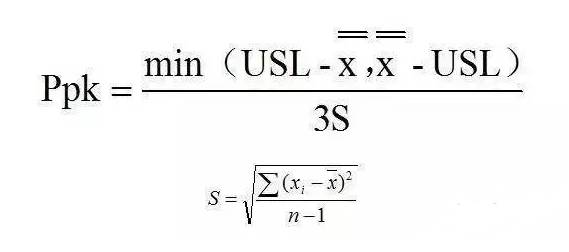
S: 取样数据的标准差,用STDEV公式直接计算
附注:CMK和PPK的公式其实是一样的。
使用场景
◎ Cmk
1. 生产线上所有影响SC尺寸的设备特性参数
例如:
● 伺服位移反馈-- 滑道行程
● 力传感器--滑道最大力和最小力
● 模具冲头--滑道挡点深度
● 定量阀--注油量
● 螺丝枪--螺丝扭矩
还有一些位置尺寸 等和所有的影响装配SC的设备特性
2. 使用阶段:量产前和量产后
◎ CPK , PPK
1. SPC 控制图----产品图纸上的所有SC特性
例如:SC位置度、SC力值......
2. 使用阶段:PPK量产前、CPK量产后
IATF16949-2016版汽车行业质量管理体系程序文件标准培训全套资料