宏怎么用u盘做系统?
(宏u盘制作)
加工程序不能在机床上顺利进行;即使切割力相对较小,也能感觉到机床在抖动;加工零件曲面时,表面因程序停止而产生明显的刀痕;同一程序在不同的机床上运行,加工时间有明显差异;……………

程序预读中控制系统的优化是造成这些现象的主要原因。程序预读将最大限度地减少控制系统的响应时间,越来越多CAM该软件符合高速加工的趋势,优化了路径策略,后处理的刀具路径更加流畅,显著提高了加工效率。程序预读将最大限度地减少控制系统的响应时间,越来越多CAM该软件符合高速加工的趋势,优化了路径策略,后处理的工具路径更加平稳,显著提高了加工效率。不仅如此,高速切割优化了工具负载,而且提高了工具的使用寿命,从而降低了加工成本。
还有一个明显的特征: CAM与传统的加工程序相比,软件高速加工后处理的程序体积更大。根据CAM对于软件中设置的精度要求,后处理的程序体积可能是几十兆甚至几百兆。
长度为30MM的不规则曲线平均分成10段,然后把每条线段的首尾用直线连接起来,我们会看到10条线段之间有9个明显的夹角;随着线段数量的增加,这条30MM长曲线看起来会越来越流畅,夹角的数量也会增加。
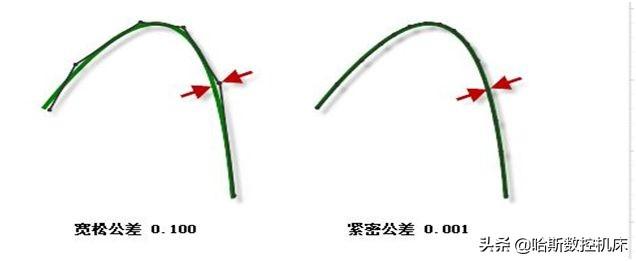
其中:“30MM十段代表加工精度;夹角代表加工程序的行数。
要想流畅地表现出不规则的曲线,必须提高精度,增加精度必然会增加夹角数量。
这就是高速加工程序体积大的原因。根据自己的算法,软件可以获得设定精度下最流畅的刀具路径,因此精度调整对加工程序的大小影响很大。
高速加工程序对机床控制系统的响应速度也有很高的要求。传统数控系统的响应速度跟不上高速加工路径的执行速度。此时,机床的进给将减速,直到控制系统根据下一个加工程序计算进给轴的方向和加速度。也就是说,我们看到的机床在抖
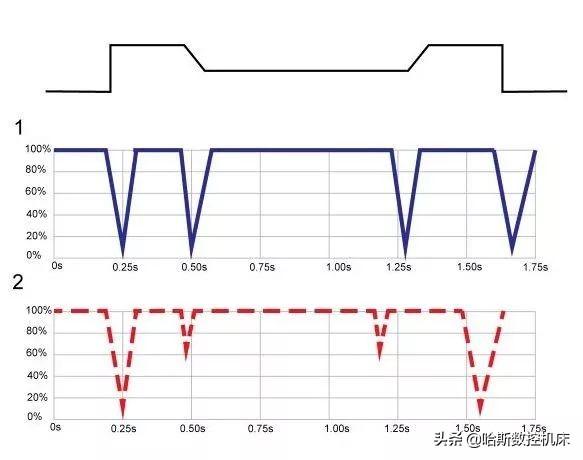
高速加工哈斯(HSM)选项可以很好地避免这些问题,哈斯数控系统每秒最多可以读取和执行1000行代码,或者每毫秒读取一行代码 。在开启HSM选项时,可以一直保持预读80行功能,优化进给,提高表面粗糙度。
但有时预读功能也会带来麻烦。在使用宏程序控制某个开关时,预读功能会将预读到的值直接执行,这样我们所需要的动作也被忽略了,这显然是不能接受的。
但你不必太担心
?因为我看到一个人拿着它MARK笔
默默地走到白板上。。。
点击下面的链接,我们的马克老师会告诉你如何限制宏程序预读。
限制程序预读